


Visokokakovostna linija ERW Tube Mill



Opis proizvodnje
φ219 × 6,0 visokofrekvenčna proizvodna linija varjenih cevi z ravnim šivom se uporablja predvsem za proizvodnjo električnih varjenih jeklenih cevi s φ60~φ219 mm in debelino stene 2,0~6,0 mm in lahko proizvaja tudi kvadratne in pravokotne cevi ter cevi posebne oblike, ki ne presegajo obsega okroglih cevi.Cevi API 5L se lahko izdelajo kasnejez dodajanjem potrebne opreme.Proizvodna linija je zasnovana in izdelana na podlagi prebave in absorpcije podobne opreme doma in v tujini, združevanja z nacionalnimi razmerami moje države, pogumnega inoviranja in obsežnega poslušanja mnenj uporabnikov.Oprema je varčna, zanesljiva in stabilna.
Proizvodni obseg
| Parametri | Okrogla cev | Kvadratna cev | Pravokotna cev |
| Velikost cevi | 88-219 mm | 90×90 – 170×170 mm | 40×60-200×100 mm |
| Debelina | 2,0-6,0 mm | ≤5,0 mm | ≤5,0 mm |
| Material | Vroče in hladno valjano, pocinkano jeklo, črno jeklo Nizkoogljično jeklo, nizko legirano jeklo | ||
| Hitrost | 10M/min~45M/min | ||
| Dolžina | 6-12m | ||
| maks.Teža tuljave | 15 ton | ||
Osnovni parameter
| Nizkoogljično jeklo in nizkolegirano jeklo | σB≤520mpa σS≤345mpa | |
| Jeklena tuljava | notranji premer | φ650-φ710mm (se še določi) |
| Zunanji premer | φ1100-φ2000 mm | |
| Teža zvitka | ≤15 ton | |
| Širina traku | 190-690 mm | |
| Električna instalirana zmogljivost | okoli 1200KVA | |
| Kapaciteta stisnjenega zraka | 2m3/min 4-7Kg/cm2 | |
| Kapaciteta hladilne tekočine | 50 ton/uro | |
Opomba: Namestitev opreme proizvodne linije zahteva, da je višina delavnice (razdalja od vrha žerjavne proge do tal) večja od 6 metrov, razpon 18 metrov in dolžina 110 metrov.Priporočljiva je uporaba enega 15T in 5T žerjava.
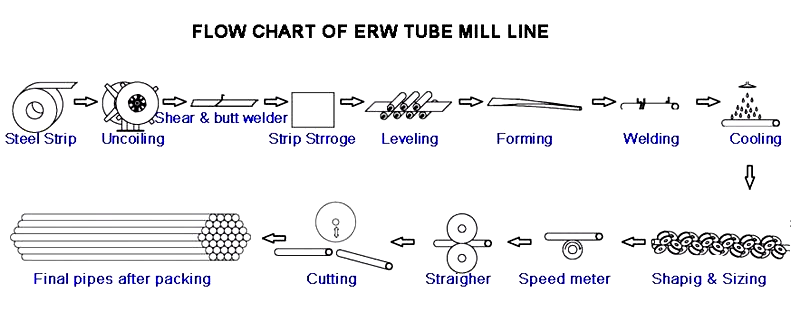
Proces produkcije
Odvijanje → ravna glava, izravnava s ščipanjem → strižno čelno varjenje → zanka → oblikovanje, visokofrekvenčno varjenje, odstranjevanje robov, sprotno dopolnjevanje cinka, hlajenje, dimenzioniranje, grobo ravnanje → dimenzioniranje leteče žage → pregled in zbiranje → pakiranje → Tehtanje → Označevanje → Skladiščenje
Opremasestava in glavni parametri vsakega stroja
| Uporaba | Uporablja se za sprejem tuljave traku, transport do naprave za odvijanje in dviganje tuljave traku na sredino glave tuljave. | ||
| Struktura | Sestavljen je iz stojala za material, potovalnega mehanizma, oljnega cilindra, vodilne tirnice itd. | ||
| Zmogljivost | ≤15T | Počakajte | Hidravlični |
| Način premikanja | Motor s pogonom cikloidnega reduktorja | ||
| Uporaba | Če se uporablja v povezavi z odvijalcem, se glava jeklenega traku potegne iz odvijalnika in pošlje v izravnalni stroj za izravnavo. | ||
| Struktura | Naprava s stiskalnim valjem, naprava z glavo lopate, naprava z ravno glavo | ||
| Premer | 190-690 mm | Premer | φ1100-φ2000 mm |
Horizontalni akumulator
| Uporaba | Uporablja se za shranjevanje jeklenih trakov, neprekinjeno napajanje stroja za varjenje cevi in zagotavljanje neprekinjene proizvodnje stroja za varjenje cevi. | ||||||
| Premer | 190-690 mm | Debelina | 2,0-6,0 mm | ||||
| Razvrstitev | Horizontalna zanka
| Z napravo za dovajanje sponke, sklopom telesa zanke, napravo za praznjenje in električno krmilno napravo | |||||
| Motor | 5,5KWx15 | Hitrost hranjenja | Vmax=120 m/min | ||||
| Premer | 7,0 m | Zmogljivost | 28T | ||||
Glavni parameter
| Motor in glavni pogonski sistem | Motor sprejme enosmerni motor, moč modela200 kW, 1000 vrt/min, dva kompleta glavnega reduktorja |
| Reduktor | Menjalnik poganja spiralni stožčasti zobnik, material stožčastega zobnika je 20CrMnTi, karburiziran in kaljen, modul pa je 14. Telo škatle ima strukturo podškatle, ki je primerna za vzdrževanje. |
| Horizontalno stojalo za zvitke (menjava zvitkov na portalni strani navzven) | 1. Premer vodoravne valjčne gredi φ130 mm, material 42CrMo, visokofrekvenčno kaljenje 2. Spodnji premer zvitka: 220 mm 3. Pod vodoravno valjčno gredjo je varnostna blazinica, ki ima funkcijo varnostnega zavarovanja pred preobremenitvijo, ki lahko zaščiti menjalnik in menjalnik reduktorja |
| Vertikalno stojalo za valje | premer gredi navpičnega valja φ80 mm, material 40Cr, visokofrekvenčno kaljenje |
| Stisnite zvitek | ekstrudiranje s petimi valji |
| Varjenje s strganjem | ročno hitro dviganje, nastavljivo naprej in nazaj ter gor in dol, enostavno prilagajanje |
| Pogonska gred za oblikovanje in dimenzioniranje | pogonska gred Steyr |
| Hitrost proizvodnje | 15-40m/min. |
|
Razporeditev odsekov za oblikovanje:
| naprava proti preskoku navpično podajanje s petimi valji: V HVHVHVHVVV HVHVH |
| Razporeditev varilnega dela | vodilo, petvaljno ekstrudiranje, strgalo, poliranje, hlajenje |
| Razporeditev odsekov velikosti:
| VHVHVHVHVHVH 2 kompleta valjev merilnika vrtljajev s turškimi glavami |





